Revamping pantografo di taglio: automazione con carico/scarico automatico per prefabbricati in legno
- 17/12/2012
- 4 minuti di lettura
L'azienda cliente
Il cliente è un produttore di case prefabbricate in legno attivo nel settore della bioedilizia, con linee produttive dedicate alla lavorazione di pannelli per pareti e di strutture leggere. L’azienda lavora con materiali compositi come OSB e fibrogesso, che richiedono soluzioni produttive precise e ripetibili per mantenere elevati standard qualitativi, in linea con le certificazioni del settore.
L’esigenza di flessibilità produttiva e di integrazione tra il progetto digitale (file di taglio) e la macchina aveva reso necessaria una modernizzazione mirata degli impianti.
La necessità
La richiesta principale era di eseguire un revamping completo del pantografo di taglio, passando da operazioni parzialmente manuali a un flusso automatizzato end-to-end. Il cliente chiedeva il caricamento e lo scarico automatici dei pannelli, gestione fluida di file di taglio in formati proprietari (.btl) convertiti in codice macchina (.cn ISO), integrazione tra convertitore di file e automazione real-time, e miglior controllo delle lavorazioni su materiali sensibili (OSB, fibrogesso). Dal punto di vista operativo servivano anche maggiore affidabilità, minore variabilità qualitativa, tracciabilità dei cicli e una soluzione scalabile che includesse progettazione meccanica, controllo e interfaccia uomo-macchina.
La soluzione sviluppata
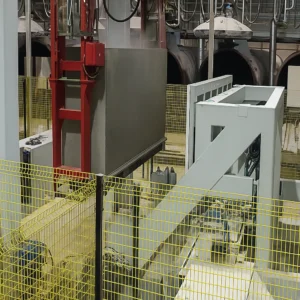
Per rispondere a queste necessità abbiamo eseguito un revamping integrale della linea, raggruppando le macchine in tre macroaree funzionali: la fresa XYZ con magazzino utensili e lama circolare, i gruppi di carico/scarico dei pannelli e i sistemi di spinta e bloccaggio. La fornitura ha compreso l’ingegnerizzazione meccanica, la costruzione e il montaggio, oltre allo sviluppo completo della parte di controllo e di supervisione.
Alcuni dettagli tecnici sull’architettura di controllo e l’integrazione:
- PLC e I/O basati sulla tecnologia Beckhoff: 4 nodi EK con ingressi/uscite digitali e analogici, collegati via EtherCAT per garantire latenza e sincronizzazione deterministiche.
- Controllo numerico CN Vickers a 4 assi integrato con TwinCAT NC-1 per la gestione delle traiettorie della fresa.
- Gestione dei motion di 10 motori stepper Beckhoff con encoder, pilotati tramite il modulo EL7041, per posizionamenti ripetibili e feedback chiuso.
- Rete EtherCAT per il motion e rete Ethernet per lo scambio di dati e l’integrazione con sistemi esterni.
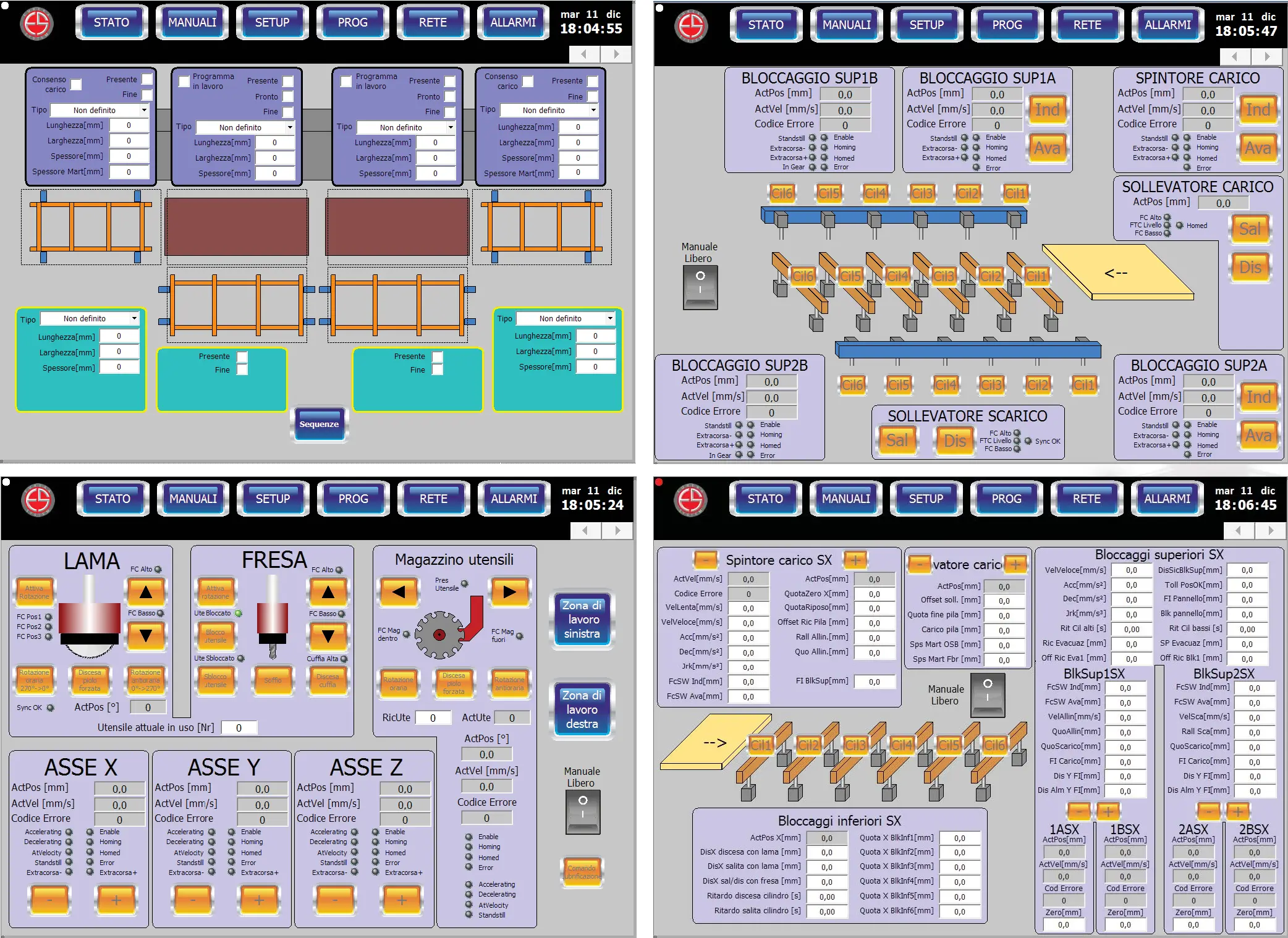
- HMI e supervisione su panel PC touchscreen Beckhoff (WinCE) con HMI sviluppata in Movicon 11.2 per la visualizzazione, la gestione delle ricette, la diagnostica e lo storico degli eventi.
- Integrazione del convertitore che trasforma i file *.btl in *.cn (ISO) per la lavorazione; il sistema automatizza il flusso dei file, la validazione e l’avvio della missione della macchina, minimizzando gli interventi manuali.
Abbiamo progettato il software PLC con TwinCAT per orchestrare le funzioni di carico/scarico, il controllo degli utensili e i sistemi di bloccaggio; l’HMI Movicon espone al personale operatore le ricette, le interfacce di controllo e i KPI operativi. L’architettura modulare consente estensioni future e facilita la manutenzione.

I vantaggi ottenuti
- Automazione del flusso di materiale: il caricamento e lo scarico automatici dei pannelli hanno ridotto la manipolazione manuale, diminuendo gli errori di posizionamento e i potenziali danni ai pannelli, oltre a migliorare la sicurezza degli operatori.
- Coerenza e qualità del taglio: l’integrazione diretta tra il convertitore dei file (*.btl → *.cn) e il controllore numerico assicura che il codice macchina sia validato e applicato in modo uniforme, riducendo la variabilità e gli scarti di lavorazione sui materiali sensibili come OSB e fibrogesso.
- Affidabilità e controllo in tempo reale: l’uso di EtherCAT e dei nodi Beckhoff garantisce sincronizzazione e risposta deterministica per il motion control (motori stepper + encoder), traducendosi in cicli più stabili e in una minore manutenzione correttiva.
- Tracciabilità e supervisione: l’HMI Movicon 11.2 e il panel PC WinCE forniscono monitoraggio in tempo reale, storico degli eventi e diagnostica, supportando decisioni rapide e interventi mirati sul campo.
- Scalabilità e manutenzione facilitata: l’architettura modulare (PLC TwinCAT, moduli EL7041, rete EtherCAT) semplifica gli upgrade futuri e riduce i tempi di intervento per l’assistenza e la taratura.
- Consegna completa “chiavi in mano”: grazie all’ingegnerizzazione meccanica e al montaggio inclusi nella fornitura, il cliente ha potuto ridurre al minimo i tempi di fermo dell’impianto durante il revamping e tornare rapidamente alla produzione.
Questa soluzione dimostra come l‘integrazione fra automazione avanzata (TwinCAT, Beckhoff, EtherCAT), controllo numerico e conversione digitale dei file di produzione possa trasformare un pantografo tradizionale in una cella produttiva efficiente, ripetibile e adatta alle esigenze della bioedilizia.
Questo progetto si avvicina a una tua esigenza?
Contattaci per eventuali domande o chiarimenti: verrai subito ricontattato da un membro del nostro team!
Condividi l'articolo:
Soluzione
Automazione industriale
Settore
Bioedilizia
Location
Italia
Anno d'integrazione
2011
Tecnologie integrate
- PLC Beckhoff (TwinCAT)
- EtherCAT
- CN Vickers 4 assi
- Motion: stepper, encoder, moduli EL7041
- Panel PC Beckhoff
- HMI Movicon 11.2
Attività svolte
- Analisi tecnica e definizione requisiti di revamping
- Integrazione PLC e CNC
- Sviluppo logiche TwinCAT
- Sviluppo HMI Movicon e gestione ricette/operatori
- Retrofit meccanico e cablaggio elettrico
- Tuning motion, collaudi e commissioning in sito
- Formazione operatori e consegna documentazione
Scopri altri progetti simili
Automazione industriale

Automazione industriale

Automazione industriale

Automazione industriale
Perché alcuni Case Studies sono anonimi?
Nel rispetto della natura personalizzata dei nostri progetti di Automazione, molti Use Cases sono “no-brand”. Crediamo che la trasparenza sia fondamentale, ma allo stesso tempo teniamo in considerazione la sensibilità delle informazioni e il desiderio di riservatezza espresso dai nostri clienti.
Anche se non possiamo sempre divulgare nomi o dettagli specifici, ci impegniamo a condividere le storie di successo dei nostri progetti in modo anonimo. Attraverso questi esempi, illustriamo le sfide affrontate, le soluzioni sviluppate e i risultati tangibili ottenuti in diversi settori industriali.